
Ştiri
 Acasă / Ştiri / Știri din industrie / Care sunt specificațiile tipice de tratare a materialelor și termice pentru rulmenții cu rulouri încrucișate cu un singur rând?
Acasă / Ştiri / Știri din industrie / Care sunt specificațiile tipice de tratare a materialelor și termice pentru rulmenții cu rulouri încrucișate cu un singur rând? Care sunt specificațiile tipice de tratare a materialelor și termice pentru rulmenții cu rulouri încrucișate cu un singur rând?
 2025.06.06
2025.06.06
 Știri din industrie
Știri din industrie
Specificațiile tipice de tratare a materialelor și a căldurii pentru rulmenți cu rulouri încrucișate cu un singur rând sunt selectați cu atenție pentru a asigura o capacitate ridicată de încărcare, rezistența la uzură, integritatea structurală și durabilitatea în condiții de operare solicitante. Aceste rulmenți sunt utilizate în mod obișnuit în echipamente precum macarale, excavatoare, turbine eoliene, roboți industriali și platforme rotative, unde atât sarcini axiale, cât și radiale, precum și momente înclinate, trebuie să fie găzduite simultan. Prin urmare, alegerea materialelor și a proceselor de tratare termică trebuie să îndeplinească cerințele de performanță, menținând în același timp stabilitatea dimensională și rezistența la oboseală.
Cel mai obișnuit material utilizat pentru pistele de rulmenți cu un singur rând încrucișat rulouri este de 42crmo (AISI 4140 sau echivalent), un oțel cu aliaj scăzut cu carbon mediu cunoscut pentru rezistența sa excelentă, duritatea și întăribilitatea. Acest oțel oferă o combinație echilibrată de utilabilitate în starea anexată și o rezistență mecanică ridicată după tratarea termică. În unele aplicații cu cerințe de încărcare mai mici sau constrângeri de costuri, pot fi utilizate și 50 de milioane (DIN 1.1216), deși este de obicei mai puțin rezistent la uzură și mai susceptibil de oboseală.
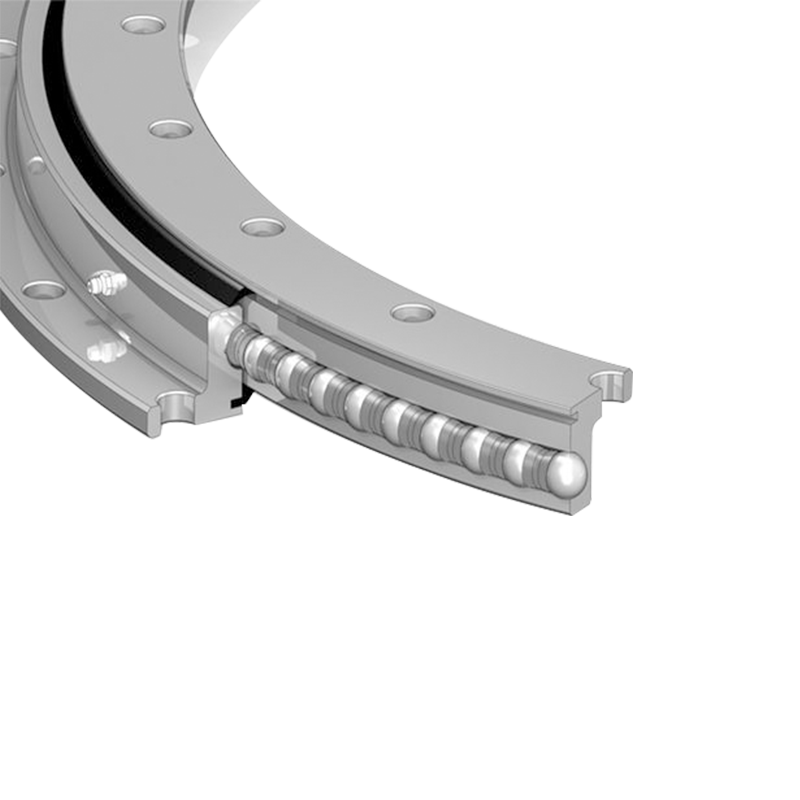
După ce pistele sunt prelucrate până la geometria necesară, acestea sunt supuse întăririi suprafeței prin tratamentul termic de inducție, un proces în care încălzirea localizată și stingerea rapidă creează un strat întărit pe suprafețele de lucru. Pentru 42crmo, obiectivul este de a obține o duritate de suprafață a cursei de 55-62 HRC, cu o adâncime de întărire, de obicei, cuprinsă între 3 mm și 6 mm, în funcție de dimensiunea și designul rulmentului. Nucleul pistei de pistă rămâne relativ mai moale (în jurul HRC 30-40), păstrând duritatea și rezistența la fisurare.
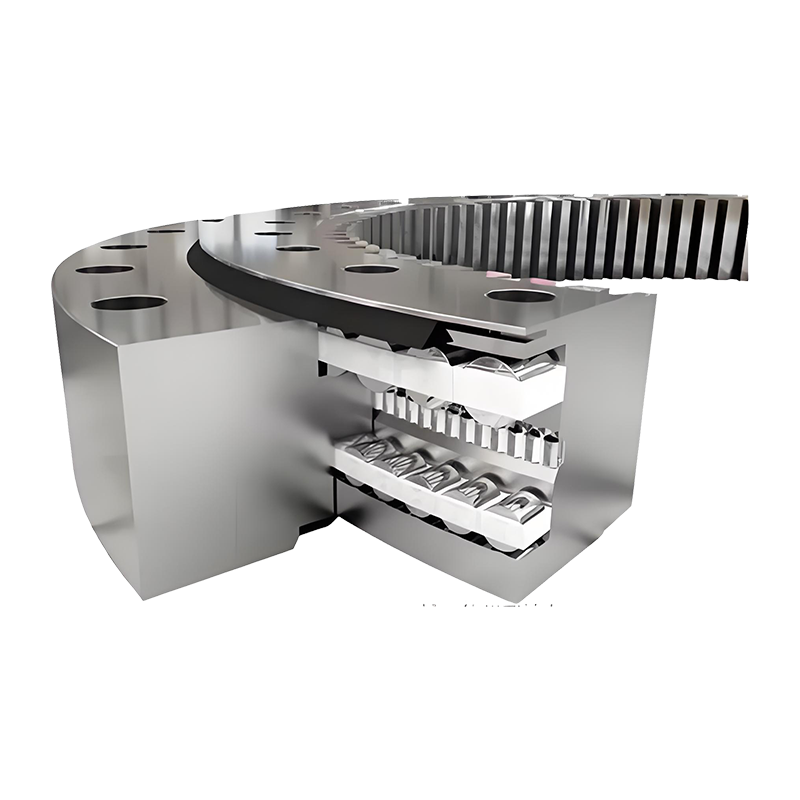
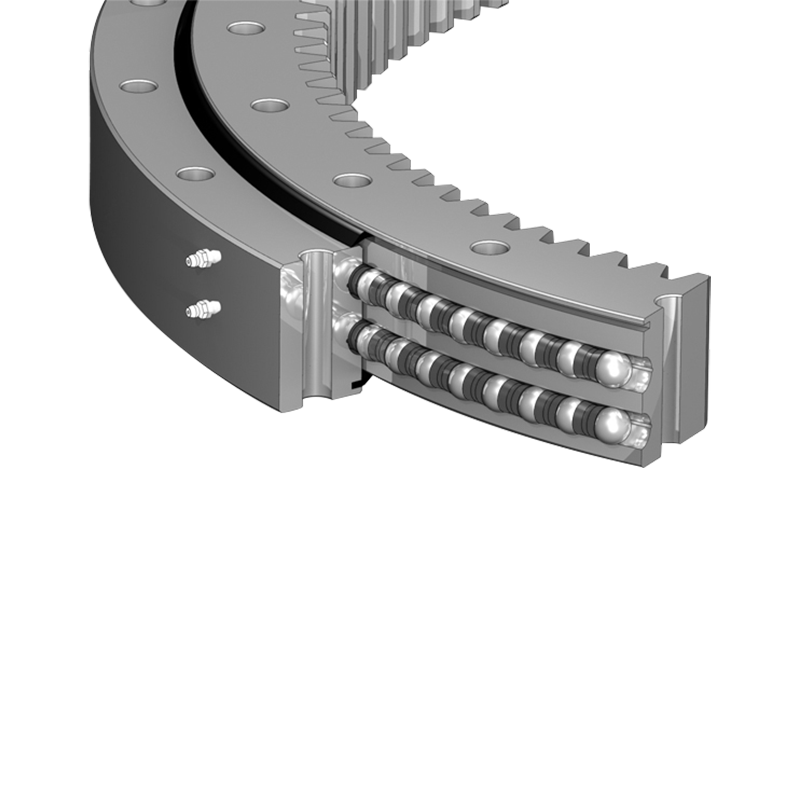
În plus față de pistele, elementele rulante-care sunt de obicei role cilindrice într-o configurație încrucișată-sunt, de asemenea, tratate termic pentru o duritate ridicată și o viață de oboseală. Aceste role sunt obținute în general din oțel crom de grad de rulment, cum ar fi GCR15 (AISI 52100 sau DIN 100CR6). Acest material oferă duritate excelentă, rezistență la uzură și stabilitate dimensională. Rolele sunt tratate termic printr-un proces complet de stingere și temperare, ceea ce duce la o duritate de HRC 60–66. Acest lucru asigură o rezistență scăzută la rulare și durata de viață extinsă chiar și sub sarcini mari și funcționare continuă.
Cuști sau separatoare distanțate, utilizate pentru a menține distanțarea uniformă a rolelor, sunt adesea fabricate din materialele plastice de inginerie (cum ar fi nylon sau pom), alamă sau chiar oțel ușor, în funcție de viteza operațională și de condițiile de mediu. Aceste componente nu sunt de obicei tratate termic, dar sunt alese pentru compatibilitatea cu lubrifierea și expansiunea termică.
Dintii de viteze - dacă rulmentul include un inel de angrenaj extern sau intern - sunt, de asemenea, supuși întăririi inducției după ce a fost tăiat. Duritatea suprafeței dinților pentru segmentele de viteze este de obicei în jurul valorii de 50-60 HRC, cu o adâncime a carcasei de aproximativ 1,5 mm până la 3 mm, asigurând rezistența la uzură și menținând profilul dinților sub implicare repetată.

În afară de întărire, temperarea se aplică după tratamentul termic pentru a ameliora tensiunile interne și a reduce fragilitatea. Acest lucru ajută la prevenirea fisurilor de suprafață și a distorsiunii în timpul funcționării. În plus, recoacerea sau normalizarea pot fi aplicate la semifabricatele inelului de rulment înainte de prelucrare pentru a asigura microstructura uniformă și pentru a îmbunătăți mașina.
Rezistența la coroziune este o altă considerație, în special în aplicațiile marine, în larg sau în camera curată. Pentru astfel de medii, pot fi aplicate tratamente de suprafață precum acoperirea cu oxid negru, acoperirea cu fosfat sau chiar o placare specializată rezistentă la coroziune. În cazuri rare, se utilizează oțel inoxidabil (cum ar fi AISI 440C), dar acest lucru este neobișnuit datorită costului și capacității mai mici de încărcare, comparativ cu 42crmo sau GCR15.
Specificațiile tipice de tratare a materialelor și a căldurii pentru rulmenții cu rulouri încrucișate cu un singur rând includ:
Material de curse: 42crmo (AISI 4140), inducția de suprafață întărită la HRC 55–62, adâncimea de întărire 3–6 mm
Material cu role: GCR15 (AISI 52100), întăriți până la HRC 60–66
Dintii de viteze: inducția întărită la HRC 50–60, adâncimea 1,5–3 mm
Core Hardness (Raceway): HRC 30–40 pentru duritatea structurală
Material cușcă: nylon, alamă sau oțel ușor, în funcție de afecțiuni
Protecția opțională a coroziunii: oxid negru, acoperire cu fosfat sau placare, după cum este necesar
Aceste specificații sunt esențiale pentru a se asigura că rulmenții delicioși funcționează în mod fiabil sub sarcini complexe și peste intervale de serviciu extinse. Fabricarea controlului calității - inclusiv testarea durității, analiza microstructurii și inspecția dimensională - este esențial pentru verificarea faptului că procesele de tratare termică au obținut proprietățile dorite. Anunță-mă dacă ai nevoie de o versiune extinsă pentru documentație tehnică, un scurt furnizor sau un conținut de site orientat către SEO.

Jiangsu Manchen Transmission Technology Co., Ltd. excelează în crearea de rulmenți personalizați, fiabili și precise pentru diverse industrii, inovând continuu pentru a îndeplini cele mai înalte standarde și căutarea de oportunități de colaborare. Furnizor de rulmenți de încredere și constant în China.
Link -uri rapide
Link -uri de produs
Contactaţi-ne
-
Address:Nr. 8, Nanqiu Road, Huangtu Town, Jiangyin City , China
-
Tel:+86-13646122221
-
E-mail:
-
E-mail:ma@slewingbearingcn.com
